2. Action Components - machineagency/Vespidae GitHub Wiki
Action Components
Action components are meant to assign process parameter metadata to the toolpath curves in Rhino/Grasshopper so that they're useful for different digital fabrication tasks. These components include:
Move
Extrude
Pulse Extrude
Cut
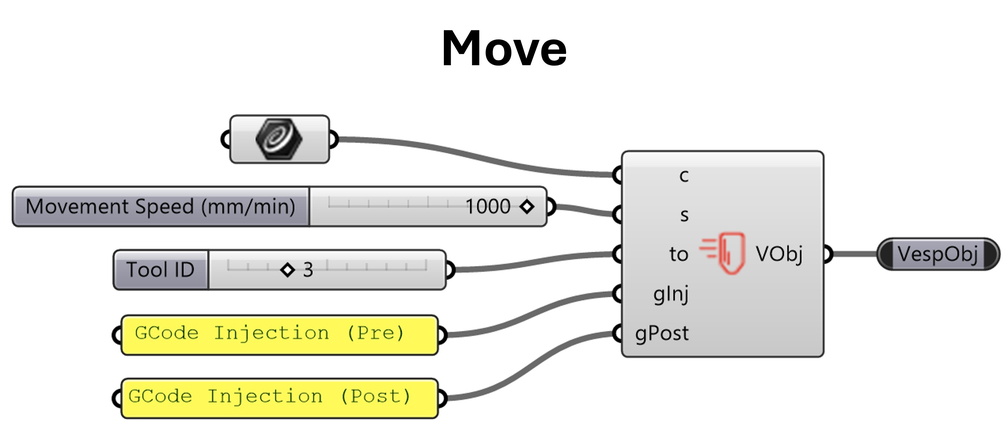
Move
This is used to assign toolpath curve(s) to move actions. This is used for generic tool movement.
Inputs
c (Curve): The toolpath curve(s) to assign parameter metadata.
s (int): Movement Speed for the curves, in mm/min. Defaults to 1000 mm/min.
to (Int): Tool ID for the tool that is performing the action. Defaults to 0. If not using a tool-changer, leave at default.
gInj (string): String to put at the beginning of the action. Can be comments, additional G-Code, etc.
gPost (string): String to put at the end of the action. Can be comments, additional G-Code, etc.
Outputs
VObj (VespObj): The resulting Vespidae Objects. These are Vespidae-specific data structures that have the toolpath curves and the process parameters assigned by this component.
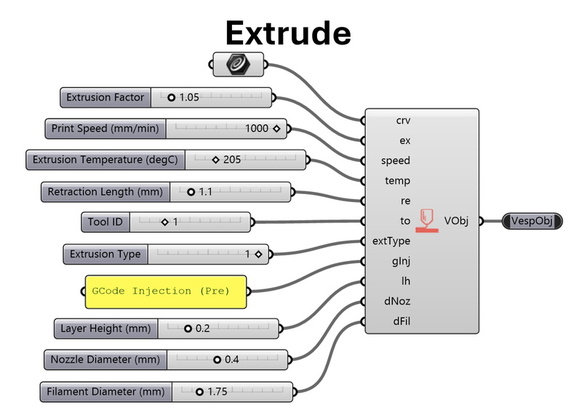
Extrude
This is used to assign toolpath curve(s) to extrude actions. This is for traditional FDM printing.
Inputs
crv (Curve): The toolpath curve(s) to assign parameter metadata.
ex (double): The extrusion multiplication factor. Can be used to tune the default calculated extrusion rate based on filament.
speed (int): The print speed, in mm/min. Defaults to 1000 mm/min.
temp (int): The extrusion temperature, in degC. Defaults to 205 degC.
re (double): The retraction length, in mm. Used to prevent oozing and stringing between extrusions. Default is 2 mm.
to (Int): Tool ID for the tool that is performing the action. Defaults to 0. If not using a tool-changer, leave at default.
extType (int): The extrusion type, which is used for the Additive Solver. 0 is for shell, and 1 is for infill. Defaults to 0.
gInj (string): String to put at the beginning of the action. Can be comments, additional G-Code, etc.
lh (double): The expected layer height of the extrusion, in mm. Used to calculate a default extrusion rate. Defaults to 0.2mm.
dNoz (double): The nozzle diameter of the extruder, in mm. Used to calculate a default extrusion rate. Defaults to 0.4mm.
dFil (Double): The filament diameter on the spool, in mm. Used to calculate a default extrusion rate. Defaults to 1.75mm. \
Outputs
VObj (VespObj): The resulting Vespidae Objects. These are Vespidae-specific data structures that have the toolpath curves and the process parameters assigned by this component.
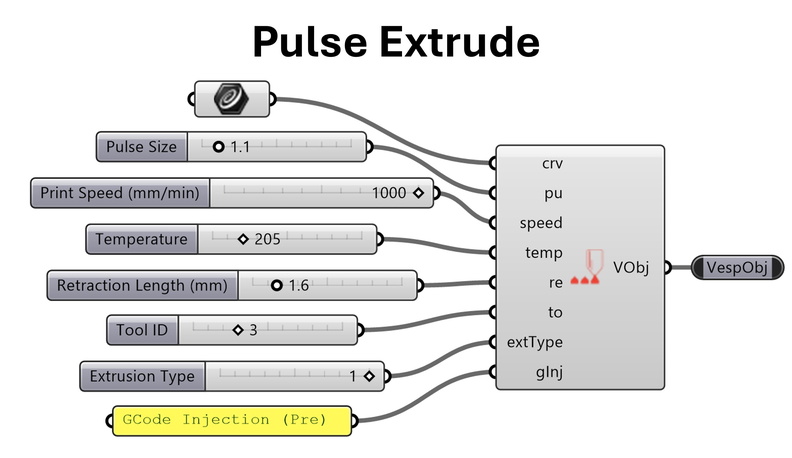
Pulse Extrude
This is used to assign toolpath curve(s) to pulse extrude actions. Instead of consistently extruding materials as it is moving, it will only extrude at some points of the curve, creating areas of excess filament extrusion and areas of stringing.
Inputs
crv (Curve): The toolpath curve(s) to assign parameter metadata.
pu (double): A multiplier for pulse size. Sets how much more material to extrude at a pulse. Defaults to 1.0.
speed (int): The print speed, in mm/min. Defaults to 1000 mm/min.
temp (int): The extrusion temperature, in degC. Defaults to 205 degC.
re (double): The retraction length, in mm. Used to prevent oozing and stringing between extrusions. Default is 2 mm.
to (Int): Tool ID for the tool that is performing the action. Defaults to 0. If not using a tool-changer, leave at default.
extType (int): The extrusion type, which is used for the Additive Solver. 0 is for shell, and 1 is for infill. Defaults to 0.
gInj (string): String to put at the beginning of the action. Can be comments, additional G-Code, etc. \
Outputs
VObj (VespObj): The resulting Vespidae Objects. These are Vespidae-specific data structures that have the toolpath curves and the process parameters assigned by this component.
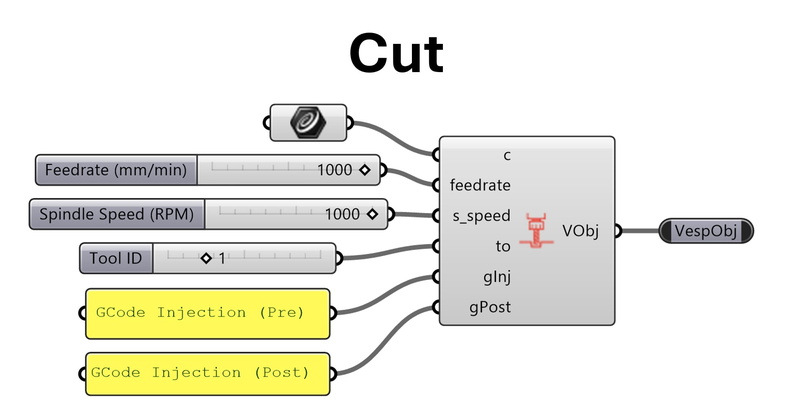
Cut
This is used to assign toolpath curve(s) to cutting actions on a CNC machine or a milling toolhead.
Inputs
c (Curve): The toolpath curve(s) to assign parameter metadata.
feedrate (int): The feedrate for the CNC, in mm/min. Defaults to 1000 mm/min.
s_speed (int): The spindle speed for the bit, in RPM. Defaults to 1000 RPM.
to (Int): Tool ID for the tool that is performing the action. Defaults to 0. If not using a tool-changer, leave at default.
gInj (string): String to put at the beginning of the action. Can be comments, additional G-Code, etc.
gPost (string): String to put at the end of the action. Can be comments, additional G-Code, etc.
Outputs
VObj (VespObj): The resulting Vespidae Objects. These are Vespidae-specific data structures that have the toolpath curves and the process parameters assigned by this component.